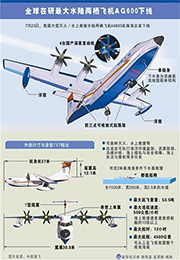





















































大飞机制造实力工厂推荐企业

面议
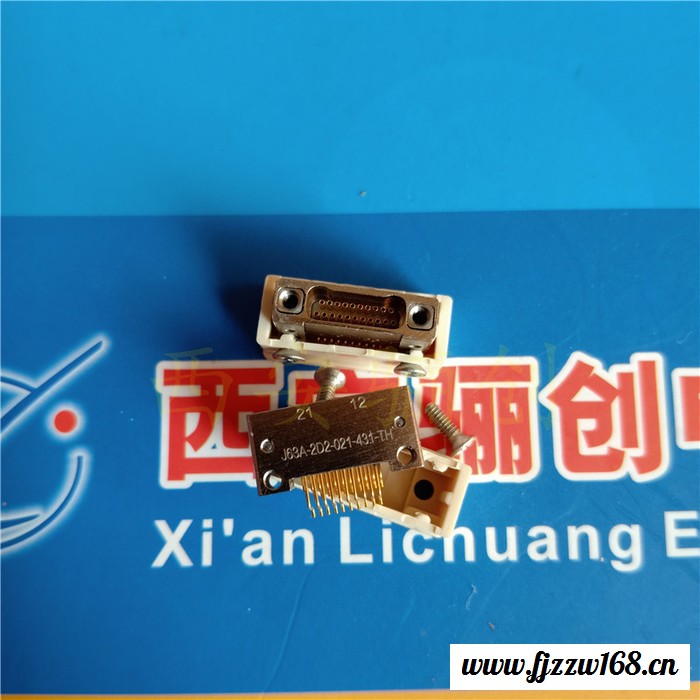
源头工厂定制公母实芯端子插头插座 m12尼龙头连接器 4 5 6芯接头
数量:面议交货地:广东广州市
公告时间:2025-06-04
面议
钟楼区水利局关于蓝翼飞机制造厂(CX030423、CX030424)地块项目建设工程水土保持设施自主验收报备材料接收公示
数量:面议交货地:北京
公告时间:2025-06-04
面议
上海飞机制造有限公司渲染计算服务器-HeavyUser、渲染计算服务器-模型训练等设备招标项目项目公告(变更)
数量:面议交货地:北京
公告时间:2025-06-04
面议
2022年寄递事业部邮航公司1架B737-800飞机采购项目招标公告BiddingAnnouncementofB737-800AircraftPurchaseProjectofthePostalAir
数量:面议交货地:北京
公告时间:2025-06-04
面议
数量:面议交货地:北京
公告时间:2025-06-04
面议
数量:面议交货地:北京
公告时间:2025-04-28
面议
数量:面议交货地:北京
公告时间:2025-01-23
面议
数量:面议交货地:北京
公告时间:2025-01-22





产品: 暂无发布



IADE2022第二届突尼斯(杰尔巴)国际航空航天与防务

2022第三届土耳其(伊斯坦布尔)国际防务与航空航天

AAD2022第11届南非(茨瓦内)国际航空航天与防务展

中国AOPA·南京国际航空产业展览会-南京航展 NANJ
2021-09-02
北京
2021-06-16
上海
2020-01-15
费尔瓦尼耶省
2021国际直升机博览会(HAI HELI-EXPO 2021)
2021-03-22
美国 新奥尔良
2022-02-15
新加坡
2020-10-01
伊斯坦布尔
2021-09-23
伊斯坦布尔
2020-11-04
雅加达
2021-02-23
墨尔本
2021-12-07
科威特城
2020-10-12
慕尼黑
2020-10-06
奥兰多




山东-青岛市 · 企业单位

陕西-西安市 · 企业单位

天津 · 企业单位

![]() 18121353183
18121353183